Mitä tulee rakenteelliseen betonirakentamiseen, raudoitusteräksen oikea sitominen on yksi kriittisimmistä vaiheista, joka määrittää, toimiiko rakenne turvallisesti vuosikymmeniä . Työskenteletpä elementtipaneeleiden, paikallaan valettujen laattojen tai monimutkaisten palkkikokoonpanojen parissa, raudoitustangon sidontatapa vaikuttaa suoraan kuorman siirtoon, betonipäällysteen koostumukseen ja pitkäaikaiseen kestävyyteen. Lyhyt vastaus: käytä oikean mittaista sidontalankaa, käytä oikeaa sidontakuviota liitostyypille, säilytä vähintään 1,5 tuuman betonipeite ja yhdistä sidontatyösi aina laatuun Betonielementit tarvikkeet jotka on suunniteltu tiettyä sovellusta varten.
Tässä oppaassa perehdytään syvälle lujiteteräksen sitomisen kaikkiin näkökohtiin – lankamittareista ja sidontatyökaluista siihen, miten lisävarusteet, kuten baarituolit, välikappaleet ja mekaaniset liittimet, ovat vuorovaikutuksessa raudoituskokoonpanon kanssa. Jos määrität, valmistat tai tarkastat teräsbetonia, tarvitset nämä tiedot.
Miksi lujiteteräksen oikea sitominen on tärkeämpää kuin useimmat luulevat
Raudoitussiteet eivät ole rakenteellisia teknisessä mielessä – ne eivät kanna kuormaa. Mutta ne pitävät häkin koossa betonin asennuksen aikana, estäen tangot siirtymästä betonivärähtelyn tai tuoreen betonin painon ja virtauksen vaikutuksesta. Väärin kohdistettu palkki jopa puoli tuumaa voi pienentää palkin osan tehollista syvyyttä 5–10 % , mikä vähentää merkittävästi taivutuskapasiteettia ilman näkyviä merkkejä ongelmasta.
Seuraukset pahenevat betonielementtien valmistuksessa, jossa tiukat mittatoleranssit ovat vakiona. Elementtipaneelit, siltapalkit ja rakennepilarit on suunniteltu raudoitusten asennoilla mitattuna tuuman murto-osissa. Löysät siteet, jotka antavat tankojen liikkua ennen betonirakenteita, voivat johtaa toleranssin ulkopuolisiin komponentteihin, jotka eivät läpäise laatutarkastuksia – tai mikä pahempaa, läpäisevät tarkastuksen ja toimivat huonommin käytössä.
Mittojen hallinnan lisäksi oikein sidotut häkit tukevat tasaista sijoittelua Betonielementit tarvikkeet kuten nostopalat, ankkurilevyt, upotetut levyt ja holkit. Nämä lisävarusteet tukeutuvat jäykkään raudoitushäkkiin pysyäkseen paikoillaan. Huonosti sidottu häkki on huonosti sijoitettu sisäosa, mikä tarkoittaa kenttäongelmia: vääriä liitoksia, riittämättömiä kuormitusluokituksia ja kallista korjausta.
Sidelanka: tyypit, mittarit ja käyttöaika
Yleisin raudoitusteräksen sidontamateriaali on hehkutettu musta lanka, jota kutsutaan myös pehmeäksi mustaksi langaksi. Sen pehmeys hehkutuksen jälkeen mahdollistaa sen vääntymisen tiukasti rikkoutumatta, ja se kestää korroosiota kohtuullisen hyvin kuivissa olosuhteissa. Vakiomitta-alue raudoitustankojen sidonnassa on 16-18 AWG (American Wire Mittari) , jossa 16,5 AWG on yleisimmin käytetty kaupallisessa rakentamisessa.
Johdintyypit sovelluksen mukaan
| Johdon tyyppi | Gauge | Paras sovellus | Huomautuksia |
| Hehkutettu musta lanka | 16–18 AWG | Yleiset laatta-, seinä-, pylvästyöt | Edullisin, laajalti saatavilla |
| Galvanoitu lanka | 16 AWG | Meri-, rannikko-, korkean kosteuden vyöhykkeet | Korkeammat kustannukset, parempi korroosionkestävyys |
| Ruostumaton teräslanka | 16–18 AWG | Epoksipinnoitetut tai ruostumattomat raudoitushäkit | Estää galvaanisen korroosion erilaisten metallien välillä |
| Valmiiksi leikattu sidelanka (kelat) | 16,5 AWG | Automaattiset sidontatyökalut, suuret työmäärät | Toimii akkukäyttöisten solmiotyökalujen kanssa |
Taulukko 1: Yleisimmät sidelangat ja niiden suositellut sovellukset raudoitusterästöissä
Yksi käytännöllinen vinkki kentältä: vältä käyttämästä lankaa, joka on liian painava tankoyhdistelmälle. #4 tangon sitominen 14 AWG-langalla tuottaa kiertyviä pyrstöjä, jotka työntyvät suojavyöhykkeelle. Kierrepäiden tulee aina olla taivutettua sisäänpäin – häkin runkoa kohti – jotta ne eivät siirry betonipinnalle ja aiheuta ruostevärjäytymistä tai halkeilua.
Vakiosolmiomallit ja niiden käyttö
Lujiteteräskäytännössä on kuusi yleisesti tunnustettua sidosmallia, joista jokainen sopii tiettyyn liitoksen geometriaan tai rakenteellisiin vaatimuksiin. Kun tiedät, mitä käyttää, vähennät lankahävikkiä, nopeuttavat tuotantoa ja varmistavat, että side todella kestää betonin sijoitusvoimia.
Snap Tie
Napsausside (kutsutaan myös yksinkertaiseksi sidokseksi) on nopeimmin toteutettavissa ja sopii tankojen risteyksiin tasaisissa laatoissa ja seinissä, joissa tangot risteävät 90 asteen kulmassa eikä liitos joudu alttiiksi voimakkaalle tärinälle. Kierrä lanka molempien tankojen ympärille, risti päät ja kierrä koukkutyökalulla, kunnes se on tiukka. Kokeneen rautatyöntekijän tasapeli kestää alle 3 sekuntia. Napsaussiteet eivät kuitenkaan sovellu risteyksiin lähellä rakennusliitoksia tai paikkoihin, joissa tankoja on pidettävä tarkasti paikallaan – ne mahdollistavat kevyen pyörimisen voiman vaikutuksesta.
Satulasolmio
Risteyksissä, joiden on vastustettava enemmän liikettä – erityisesti pystytankoihin sidotut pylväshäkkivanteet – satulanside kietoo langan risteävän tangon alle ja ylätangon päälle molemmilta puolilta ennen kiertämistä. Tämä luo nelipistekoskettimen, joka vastustaa tangon pyörimistä paljon paremmin kuin napsautusside. Käytäimmat pylväshäkkien tekniset tiedot edellyttävät satulansiteet vähintään joka kolmannessa risteyksessä, ja pikasiteet ovat sallittuja muualla.
Figuuri-kahdeksassolmio
Käytetään ensisijaisesti paikoissa, joissa tangot risteävät muissa kuin 90 asteen kulmissa tai joissa tarvitaan erityisen tukeva liitos. Lanka kulkee molempien tankojen ympäri kahdeksaskuviossa ennen kiertämistä. Tämä side sopii myös palkkien diagonaaliseen leikkausvahvistukseen ja pylväshäkkien kulmien siteisiin. Se vie hieman enemmän lankaa ja aikaa, mutta tuottaa huomattavasti jäykemmän liitoksen.
Kääri-ja satulasolmio
Raskaat häkkikokoonpanot - kuten sillan laiturin kansissa tai suurissa elementtipalkeissa - määrittävät usein kääre- ja satulasiteet. Lanka kiertyy kokonaan alemman tangon ympärille ennen kuin se vedetään ylemmän tangon päälle ja kiertyy. Tämä on turvallisin manuaalinen sidontakuvio, ja jotkin DOT-spesifikaatiot edellyttävät sitä siltaosien ensisijaiselle vahvistukselle.
Snap Tie with Kick (Double-Loop)
Neppareiden muunnelma, jossa lanka kaksinkertaistetaan ennen käärimistä. Yleistä mattoperustuksissa, joissa tangot ovat suuria (nro 8 ja enemmän) ja yksi lanka ei tarjoa tarpeeksi puristusvoimaa. Langan kaksinkertaistaminen kaksinkertaistaa tehokkaasti liitoksen pitovoiman.
Sidontatyökalut: manuaalisista koukuista akkukäyttöisiin koneisiin
Oikea sidontatyökalu lyhentää työaikaa dramaattisesti. Suurella kaupallisella laatan kaaduksella akkukäyttöisiä automaattisia sidontatyökaluja käyttävä miehistö voi saavuttaa sen 2-3 kertaa sidontanopeus käsikäyttöisiä koukkuja käyttävän miehistön tasaisemman kireyden ja vähemmän käsien väsymisen.
Manuaaliset solmiokoukut
Tavallinen manuaalinen koukku on yksinkertainen taivutettu tankotyökalu, tyypillisesti 8–10 tuumaa pitkä. Saatavilla on myös pyörivällä piipulla varustettuja nopeuskoukkuja, jotka mahdollistavat langan kiertämisen kahvaa kiertämällä rannetta heilauttamalla – ne vähentävät käsien väsymistä merkittävästi suurissa töissä. Manuaaliset koukut eivät vaadi virtalähdettä ja toimivat kaikissa olosuhteissa, mikä tekee niistä varatyökalun ahtaissa tai hankalassa tilassa, johon automaattinen työkalu ei mahdu.
Akkukäyttöiset automaattiset sidontatyökalut
Valmistajien, kuten MAX, Makita ja DEWALT, työkalut käyttävät esiladattuja lankakeloja solmion käärimiseen ja kiertämiseen alle sekunnissa. Käyttäjä asettaa työkalun tangon leikkauspisteeseen ja painaa liipaisinta – loput ovat automaattisia. Yksittäinen kuljettaja automaattityökalulla voi tehdä 200–300 sidosta tunnissa verrattuna manuaaliseen koukkuun 60–100 tunnissa. Nämä työkalut ovat todellisia tuottavuuden kertojia suurissa laattavaloissa, elementtirakenteessa ja mattoperustuksessa.
Näiden työkalujen lankakelat myydään yleensä 50- tai 120-metrisinä rullina työkalumallin mukaan sovitetuissa mitoissa. Tarkista aina kelan yhteensopivuus työkalumerkin kanssa – yhteensopimattomat kelat aiheuttavat tukkeutumista ja hukkaa johtoa.
Pneumaattiset sidontatyökalut
Harvemmin Pohjois-Amerikan rakentamisessa, mutta laajalti Japanissa ja osissa Eurooppaa käytetyt pneumaattiset sidontatyökalut ovat nopeampia kuin akkukäyttöiset lisävarusteet eivätkä vaadi latausta. Ne toimivat hyvin elementtitehtaissa, joissa kompressori on jo paikalla. Kompromissi on ilmaletku, joka rajoittaa liikkuvuutta akkukäyttöisiin sähkötyökaluihin verrattuna.
Betonielementit tarvikkeet That Work With Your Rebar Cage
Betonielementtien valmistuksessa raudoitushäkki ei ole vain rakenteellista vahvistusta – se on alusta, jolle kymmeniä Betonielementit tarvikkeet kiinnitetään ennen valua. Näitä lisävarusteita ovat nostopalat, muotositeet, ankkurilevyt, sähköputkien tuet, sulkulevyt, holkit ja upotetut liitäntälaitteet. Se, miten sitot raudoitushäkin, vaikuttaa suoraan siihen, kuinka tarkasti nämä lisävarusteet on sijoitettu.
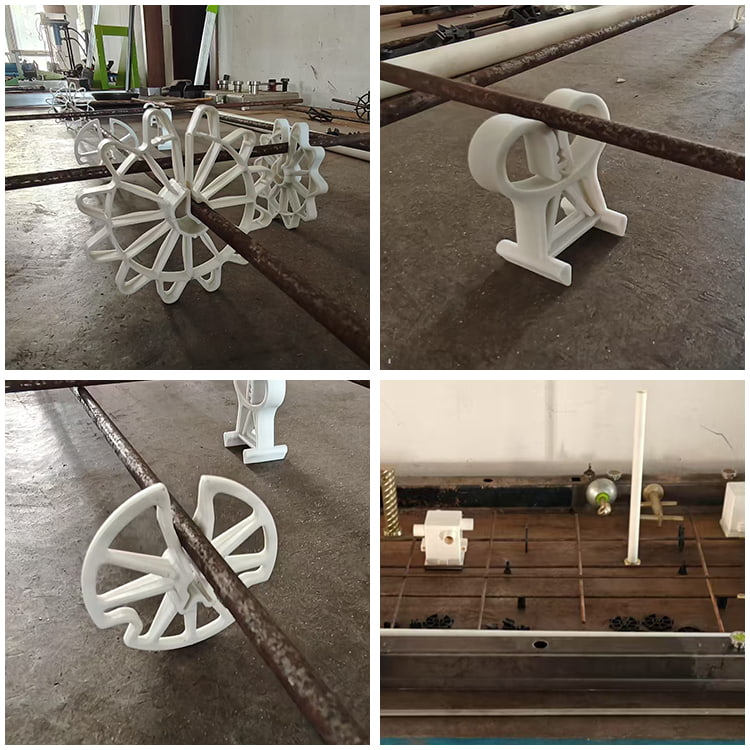
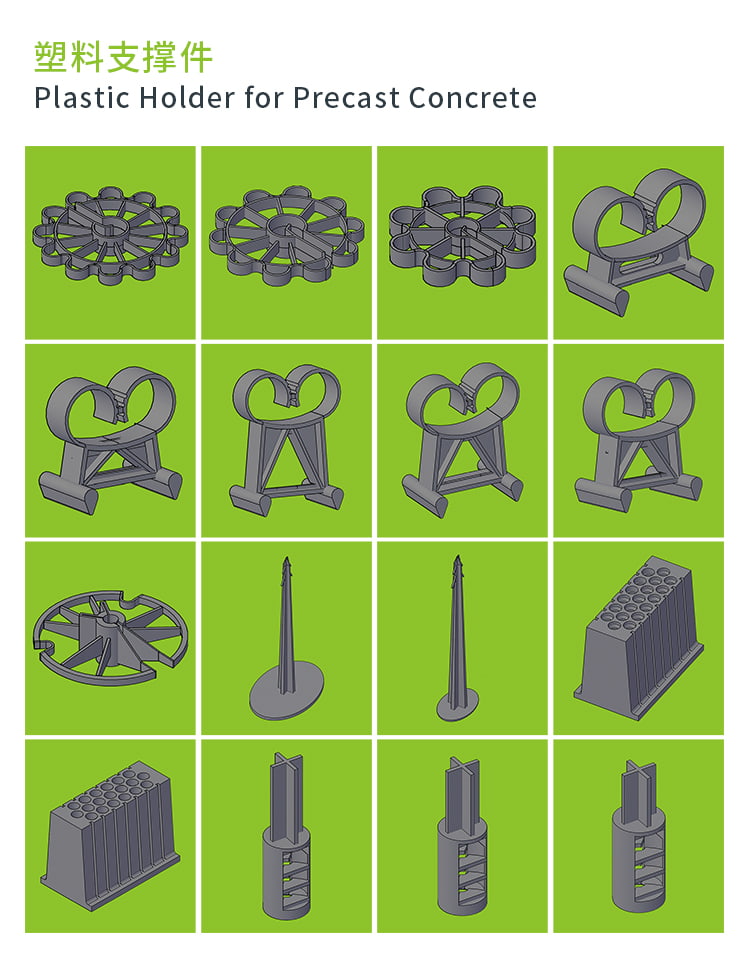
Baarituolit ja raudoitusvälikkeet
Baarituolit ja välilevyt ovat yleisimmin käytettyjä Betonielementit tarvikkeet . Ne pitävät raudoitushäkkiä oikealla korkeudella muotin yläpuolella (alakansi) ja kaukana pystysuorasta muotin pinnasta (sivukansi). ACI 318:n mukaiset betonipeitteen vähimmäisvaatimukset säälle altistumattomille elementeille on tyypillisesti 3/4 tuumaa laatoille ja seinille ja 1,5 tuumaa palkkeille ja pilareille , mutta monet esivalmistajat määrittävät paremman suojan kestävyyden vuoksi.
- Muoviset baarituolit: kevyet, korroosionkestävät, saatavana korkeudella 3/4 tuumasta 4 tuumaan; vakiovalinta useimpiin elementtirakenteisiin sovelluksiin
- Betonilohkotuolit: käytetään, kun muovin pistekuormituslujuus saa tuolin iskemään pehmeän muotoisen pinnan sisään; käytetään usein kantavissa laatoissa
- Jatkuvat lankavälikkeet: käytetään tangon pituudelta sivusuojuksen ylläpitämiseen seinäpaneeleissa; nopeampi asentaa kuin yksittäiset tuolit
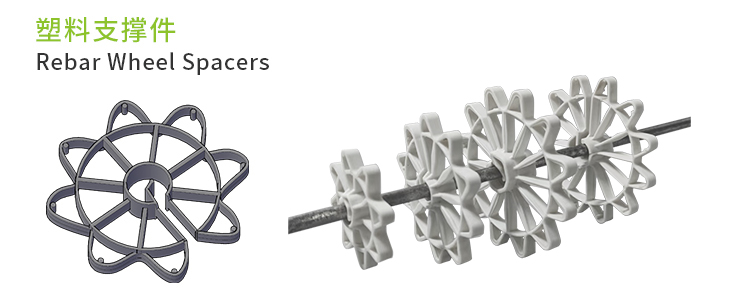
- Pyöreät välikkeet (munkit): kiinnitä suoraan tankoon, jotta muodostuneet pystypinnat pysyvät suojassa; saatavana vakiokannen välein 3/4, 1, 1,5, 2 ja 3 tuumaa
Nostopalat ja ankkurit
Nostoterät ovat yksi turvallisuuden kannalta kriittisimmistä betonielementtitarvikkeiden luokista. Ne on sijoitettava tarkasti raudoitushäkkiin ja sidottava tiukasti vierekkäisiin tankoihin, jotta estetään pyöriminen tai siirtyminen valun aikana. Nostoterä, joka siirtyy jopa yhden tuuman määritellystä paikastaan, voi pudota vaaditun upotusalueensa ulkopuolelle, mikä saattaa heikentää sen nimellista kantavuutta 20–40 % riippuen reunan etäisyysvaikutuksista.
Tyypilliset sidosvaatimukset nostoterälle: sisäosan ankkurijalat on sidottu viereiseen raudoitustankoon käyttämällä kahdeksasosaa tai kääre- ja satulasidettä – ei napsautuksia. Terien valmistajat tarjoavat yleensä asennusoppaat, joissa määritellään vähimmäissidoskohdat, ja niitä tulee noudattaa tarkasti.
Upotetut levyt ja liitäntälaitteistot
Teräslevyt, hitsatut nastat ja elementtielementteihin upotetut rakennekulmat vaativat ankkuritangot, jotka on sidottu suoraan levyankkureihin ja raudoitushäkkiin. Sidekuvion tulee olla riittävän jäykkä, jotta levy ei pyöri tärinän aikana. Yli 6 tuuman neliötuumaiset levyt tulee sitoa vähintään neljästä pisteestä siten, että kussakin kulmanastassa on kahdeksan sidontaa.
Mekaaniset raudoitusliittimet
Mekaaniset raudoitusliittimet, joita käytetään rakennusliitoksissa tankojen päihin liittämiseen, ovat erikoistunut betonielementtitarvikkeiden luokka, jotka ovat suoraan vuorovaikutuksessa sidontaprosessin kanssa. Kun liittimet asennetaan, liitoksen molemmilla puolilla olevat tangot on sidottava häkkiin erikseen, ennen kuin liitin kierretään tai nykäistään. ASTM A1034 -sertifioitujen liittimien tulee kehittää 125 % liitetyn tangon määritellystä myötörajasta jännityksessä - ne ovat todellisia rakenneosia, eivät vain asennonhaltijoita.
Betonikansi ja tarkastus: numerot, joilla on merkitystä
Betonipeite – etäisyys lähimmästä tangon pinnasta betonin ulkopintaan – on ensisijainen suoja raudoituksen korroosiota vastaan. Määritellyn peitteen saavuttaminen riippuu täysin oikein sijoitetuista baarituoleista ja hyvin sidottuista raudoitushäkistä, joka ei taipu betonin sijoitusvoimien vaikutuksesta.
| Jäsentyyppi | Altistumistila | Min. Kansi (ACI 318) |
| Laatta, seinä, palkki | Ei alttiina säälle | 3/4 tuumaa (19 mm) |
| Palkki, pylväs | Ei alttiina säälle | 1,5 tuumaa (38 mm) |
| Laatta, seinä, palkki | Alttiina säälle (nro 5 ja pienempi) | 1,5 tuumaa (38 mm) |
| Laatta, seinä, palkki | Alttiina säälle (nro 6 ja suurempi) | 2 tuumaa (50 mm) |
| Palkki, pylväs | Alttiina säälle | 2 tuumaa (50 mm) |
| Jalusta (maata vasten heitetty) | Kosketuksessa maahan | 3 tuumaa (76 mm) |
Taulukko 2: Vähimmäisbetonipeitevaatimukset ACI 318:aa kohti erilaisille elementeille ja altistumisolosuhteille
Laaduntarkastajat havaitsevat tarkastuksen aikana yleisimpiä poikkeamia, jotka ovat riittämätön peite (tangot lepäävät lomakkeella ilman tuoleja) ja puuttuvat siteet, jotka mahdollistavat tangon leviämisen. Elementtivalmistajien toimialatiedot viittaavat siihen, että jopa 15 %:ssa hylätyistä paneeleista liittyy kansiin liittyviä ongelmia jotka ovat suoraan jäljitettävissä riittämättömästä tuolivälistä tai väärästä häkin sidonnasta.
Käytännön tarkistuslista raudoitusteräksen sidonnassa:
- Tankojen etäisyys vastaa piirustuksia toleranssin sisällä (tyypillisesti /- 1 tuuma laatoille, /- 3/8 tuuma palkeille)
- Tuoleja tai välilevyjä on paikalla sijoittelupiirustuksissa määritellyin väliajoin (laattojen osalta tyypillisesti 4 jalan välein)
- Kaikki lantioliitosten pituudet ovat oikein ja täysin sidottu limitysalueen poikki
- Sidelangan pyrstö on taivutettu sisäänpäin, eivätkä ne työnty pintaa kohti
- Kaikki upotetut lisävarusteet (sisäosat, levyt, hihat) on sidottu häkkiin vähimmäismääritetyissä kiinnityspisteissä
- Ei löystyviä siteitä – jokainen sidottu risteys kestää käsityöntötestin
Teräksen sitominen elementtiteollisuudessa: prosessi ja laadunvalvonta
Betonielementtien valmistus eroaa paikoilleen valetusta rakentamisesta useilla tärkeillä tavoilla, jotka vaikuttavat raudoitusteräksen sitomisen hallintaan. Elementtitehtaassa häkit valmistetaan omistetuille jigipöydille tai vaakasuoralle sängylle ja nostetaan sitten muotteihin valua varten. Häkin valmistusprosessi on pitkälle systematisoitu, ja useimmat tehtaat käyttävät vakiotoimintamenetelmiä (SOP), jotka määrittelevät sidontakuviot, lankamitan ja tarvikkeiden sijoittelun yksityiskohtaisesti.
Jig-pohjainen häkkivalmistus
Teräksiset jigipöydät säädettävillä tapinrajoittimilla antavat työntekijöille mahdollisuuden sijoittaa ja sitoa raudoitushäkit tarkkojen mittojen mukaan ennen niiden nostamista muotteihin. Jigi varmistaa, että tangon etäisyys ja häkin kokonaismitat ovat oikeat ennen langan kiinnittämistä. Hyvin hoidetussa elementtitehdassa häkin valmistus jigillä voi vähentää mittahylkyjä 60–70 %. verrattuna itse muotoon sitomiseen.
Kun häkki on sidottu jigiin, lisävarusteet kiinnitetään: baarituolit kiinnitetään alatankoihin, nostopalat johdotetaan määritettyihin paikkoihin ja kaikki upotetut laitteistot kiinnitetään. Valmis häkki nostetaan sitten yksikkönä ja asetetaan muottiin, johon voidaan lisätä reunavälikkeet ja lisätarvikkeet ennen valua.
Dokumentointi ja jäljitettävyys
Laadukkaat elementtivalmistajat ylläpitävät dokumentaatiota, joka jäljittää jokaisen häkkikokoonpanon sijoittelupiirustuksiin, palkkiluetteloon ja sen valmistaneisiin työntekijöihin. Tämä ei ole vain hyvä käytäntö – sitä vaativat standardit, kuten PCI MNL-116 (käsikirja tehtaiden laadunvalvontaan ja betonielementtituotteiden tuotantoon) ja monet silta- ja rakennuskomponenttien projektispesifikaatiot.
Kun havaitaan poikkeama - esimerkiksi puuttuva sidos nostopalasta tai väärästä ankkurilevystä - dokumentoinnin jäljitettävyyden avulla valmistaja voi tutkia perimmäisen syyn ja korjata prosessia eteenpäin. Ilman sitä sama virhe toistuu.
Sidontatiheys korkean tuotannon elementissä
Mattojen jokaista risteystä ei tarvitse sitoa. Useimmat tekniset tiedot ja CRSI:n (Concrete Reinforcing Steel Institute) sijoitteluraudoitustankojen käsikirja sallivat vaihtoehtoisen risteyssidoksen tasaisen ristikon häkeissä edellyttäen, että sidotut risteykset eivät ole enempää kuin 18 tuumaa etäisyydellä toisistaan mihinkään suuntaan. Käytännössä sitomalla kaikki kehäleikkaukset ja kaikki muut sisäpuoliset risteykset valmistaa häkin, joka pitää geometriaansa ilman jokaisen risteyksen sitomisen työvoimakustannuksia.
Jos tämä sääntö muuttuu: kaikki risteykset 24 tuuman sisällä rakennusliitoksesta, kaikki nostopalan tai ankkurilevyn upotusvyöhykkeen risteykset ja kaikki risteyskohdat lantioliitoksissa on sidottava täysin ohittamatta.
Yleisiä virheet lujiteteräksen sitomisessa ja niiden välttäminen
Vuosien kenttähavainnointi- ja laatuauditointitiedot elementti- ja paikkavaletusta rakenteesta paljastavat johdonmukaisesti saman virhejoukon. Niiden tunnistaminen on ensimmäinen askel niiden poistamiseksi.
Allesidottavat suuret häkit
Suurissa häkeissä – esimerkiksi 40 jalan siltapalkkihäkissä, jossa on satoja risteyksiä – työntekijät ohittavat joskus siteet säästääkseen aikaa. Tuloksena on häkki, joka näyttää jigissä vakaalta, mutta leviää nosturilla nostettaessa tai siirtyy betonin tärinän aikana. Kaikki tangon liike betonin levityksen aikana on pysyvää ; betoni lukitsee tangon jäykistyessään sinne, missä se asettuu. Korjaus on työnjohtajan tai laadunvalvontatarkastajan toimeenpanema sidontataajuusstandardi, jota ei jätetä henkilökohtaisen harkinnan varaan.
Ulkonevat lankapyrstöt
Kierretty häntä vasemmalle, joka osoittaa ulospäin kohti muotopintaa, voi siirtyä 1/4 tuuman etäisyydelle betonipinnasta tärinän aikana. Kun betoni kovettuu, häntä ruostuu ja tahraa pinta muutaman ensimmäisen jäädytys-sulatusjakson aikana. Arkkitehtonisessa elementtirakenteessa tämä on viimeistelyvirhe. Rakenneelementissä se osoittaa huonoa laadunvalvontaa. Jokainen langan pää on taivutettava sisäänpäin - se vie yhden ylimääräisen sekunnin ja poistaa ongelman kokonaan.
Väärät tuolin korkeudet
Väärän baarituolin korkeuden käyttö on huomattavan yleistä paikoissa, joissa samalle alueelle valmistetaan useita elementtielementtejä, joilla on erilaiset kansivaatimukset. Tuolien säilyttäminen korkeuden mukaan selkeästi merkittyihin astioihin ja tuolin korkeuden tarkistaminen sijoituspiirustuksen mukaan ennen valmistuksen aloittamista on yksinkertaisin ehkäisevä toimenpide. 3/4-tuumaisten tuolien ja 1,5-tuumaisten tuolien väärinkäsitys ei ole ilmeinen visuaalisesti nopean läpikäynnin aikana; se näkyy vain fyysisissä mittauksissa.
Riittämättömät siteet lisävarustepaikoissa
Kuten aiemmin todettiin, nostoterät ja upotetut levyt on sidottava kahdeksas- tai kääre-satulasiteillä, ei napsautussiteillä. Nostoterän ankkurijalan pikaside voi pyöriä betonin sijoitusvoimien vaikutuksesta. Kun betoni kovettuu, sisäke voi olla kulmassa pikemminkin kuin pystysuorassa, mikä vähentää sen tehollista kantavuutta ja saattaa aiheuttaa nostolaitteiston kierreliitoksen takertumisen tai poikkikierteen.
Tankopinnoitteen yhteensopivuuden huomiotta jättäminen
Epoksipinnoitettu raudoitus vaatii yhteensopivan sidoslangan estämään galvaanisen korroosion kosketuskohdassa. Musta hehkutettu lanka, joka on sidottu epoksipinnoitettuun tankoon, luo pienen galvaanisen kennon jokaiseen pinnoitteen loveen tai kosketuspisteeseen. Käytä epoksipinnoitettua tai galvanoitua sidelankaa, jossa on epoksipinnoitettu raudoitus ASTM A775:n ja siihen liittyvien standardien mukaisesti. Tämä yksityiskohta jää usein huomiotta kentällä, mutta sitä vaaditaan nimenomaisesti silta- ja merirakenteiden eritelmissä.
Betonielementtien lisävarusteiden valinta pitkäaikaista suorituskykyä varten
Betonielementtitarvikkeiden valikoimalla – baarituoleista nostojärjestelmiin – on suora vaikutus betonielementtien kestävyyteen ilman huoltoa. Lisävarusteet, jotka syöpyvät, muotoutuvat kuormituksen alaisena tai rikkoutuvat mitoiltaan vuosien käytön jälkeen, voivat vaarantaa muuten hyvin rakennettujen osien rakenteellisen eheyden.
Materiaalivalinta baarituoleihin ja välilevyihin
Muoviset (polypropeeni tai korkeatiheyspolyeteeni) baarituolit ovat vakiona useimmissa elementti- ja paikallavaletuissa töissä. Ne ovat kemiallisesti inerttejä, eivät syöpy ja ovat mittapysyviä betonin kovettumisen lämpötiloissa. Muovituoleihin liittyvä huolenaihe on pistekuormituskyky raskaan raudoituksen alla: #11 baarit ja suuremmat tai niputetut baariryhmät voivat halkeilla ohutseinäisiä muovituoleja jos tuoliväli on liian leveä. Käytä raskaita tuoleja, jotka on mitoitettu odotettuun kuormitukseen, tai vaihda teräslankatuoleihin suuriin baarisovelluksiin.
Teräslankatuolit sopivat raskaisiin häkkeihin ja voivat ulottua leveämmäksi ilman taipumista, mutta ne on joko päällystetty epoksilla tai sijoitettava siten, että kansi on vähintään 1,5 tuumaa muotin yläpuolella – paljaat terästuolit muotopinnalla lähettävät ruostepisteen betonipinnalle muutaman vuoden kuluessa.
Nostoterän kuormitusarvot ja turvallisuustekijät
Nostoterät on valittava elementtielementin painon, poimintapisteiden lukumäärän, nostohihnojen kulman sekä poiminta- ja kääntötoimintojen dynaamisen kuormituskertoimen perusteella. Useimmat nostoterän valmistajat vaativat a vähimmäisturvakerroin 4:1 staattisen kuormituksen olosuhteissa , jossa dynaamisia kertoimia 2–3 sovelletaan nosturin iskukuormituksen huomioon ottamiseksi.
Nostoterojen ja raudoitushäkin välinen vuorovaikutus on kriittinen. Sisäke, jota ei ole sidottu kunnolla vierekkäisiin tankoihin, ei kehitä täyttä upotuslujuuttaan — betonikartion murtumiskyky riippuu siitä, että terä pysyy suunnitteluasennossaan riittävällä reunaetäisyydellä ja upotussyvyydellä. Tarkista aina valmistajan asennusohjeista vähimmäisetäisyydet reunoihin ja muihin sisäkkeisiin ja tarkista ne sijoituspiirustuksista ennen valmistuksen aloittamista.
Sulautettu yhteyslaitteisto
Elementtielementteihin upotetut hitsauslevyt, nastakiskot ja rakennekulmat toimivat liitospisteinä kentällä kootettaville rakenneteräksille, verhousjärjestelmille tai vierekkäisille elementtielementeille. Niiden sijaintitarkkuusvaatimukset ovat tiukat – rakenneteräsliitäntöjen kenttäasennustoleranssit ovat tyypillisesti /- 1/4 tuumaa tasossa ja korkeudessa, mikä tarkoittaa, että upotetun levyn on laskeuduttava tämän toleranssin sisällä sen jälkeen, kun kaikki valmistus- ja asennustoleranssit on pinottu. Sitomalla upotettujen levyjen ankkuripultit tai ankkurijalat oikein raudoitushäkkiin ja asettamalla häkki varovasti kalibroitujen tuolien päälle, tämä toleranssi säilyy.
Yhteenveto: Parhaat käytännöt lujiteteräksen sitomiseen elementti- ja paikkavalettaessa
Lujiteteräksen sitomisen perusteet eivät ole monimutkaisia, mutta ne vaativat johdonmukaista huomiota häkin valmistuksen ja sijoittamisen jokaisessa vaiheessa. Tässä tärkeimmät takeet:
- Use 16-16,5 AWG hehkutettu musta lanka vakiotyöhön; sovita lankatyyppi raudoituksen pinnoitteeseen (sinkitty tai epoksilanka päällystetyillä tankoilla)
- Kiinnitä satula- tai kahdeksasosaa paikkoihin, joissa on suuri liike – pylvään häkkivanteet, rakennusliitokset, lantioliitokset ja upotetut lisävarusteen kiinnityspisteet
- Taivuta kaikki langan päät sisäänpäin kiertämisen jälkeen estääksesi siirtymisen betonipintaa kohti
- Käytä oikeaa baarituolin korkeutta määritetylle kannelle – tarkista asennuspiirustuksen perusteella ennen valmistusta, älä sen jälkeen
- Sido kaikki Betonielementit tarvikkeet (sisäosat, levyt, hihat) valmistajan määrittelemissä vähimmäissidontapisteissä käyttämällä kahdeksasosaa tai kääre- ja satulasidettä
- Harkitse akkukäyttöisiä automaattisia sidontatyökaluja suuriin töihin – tuottavuuden ja johdonmukaisuuden lisäykset ovat merkittäviä
- Tarkasta häkit ennen sijoittamista kirjallisen tarkistuslistan avulla – kansi, välit, liitospituudet, tarvikkeiden paikat ja solmiopäät
- Elementituotannossa valmista jigipöytiin ja ylläpidä dokumentaatiota, joka tukee jäljitettävyys- ja laatuauditointivaatimuksia
Hyvin sidottu häkki on näkymätön valmiissa rakenteessa – mikä on juuri sellainen kuin sen pitääkin olla. Tavoitteena on betoni, joka toimii täsmälleen suunnitellulla tavalla, ja raudoitus pysyy tarkalleen paikallaan rakenteen koko suunnittelun ajan.