Mikä on ontto betonilaatta ja miksi sillä on merkitystä nykyaikaisessa rakentamisessa
A ontto betonilaatta on esivalmistettu esijännitetty betonielementti, jonka pitkittäissuuntaiset ontelot - tyypillisesti pyöreät tai soikeat - kulkevat sen pituuden läpi. Nämä ontelot vähentävät laatan kokonaispainoa jopa 40–50 % verrattuna samankokoiseen kiinteään betonilaattaan, säilyttäen samalla erinomaisen rakenteellisen suorituskyvyn taivutus-, leikkaus- ja palonkestävyydessä. Tämä yhdistelmä tekee ontelolaatoista yhden yleisimmin käytetyistä lattiapäällystejärjestelmistä liikerakennuksissa, kerrostaloissa, pysäköintialueilla, teollisuusvarastoissa ja infrastruktuuriprojekteissa maailmanlaajuisesti.
Ydinjohtopäätös on suoraviivainen: ontelot betonilaatat tarjoavat erinomaisen lujuus-painosuhteen, nopean asennusnopeuden ja pienemmän materiaalinkulutuksen. Kun valmistetaan nykyaikaisessa elementtitehdasssa – missä tarkkuusmuotti, suljinmagneetit , ja automatisoidut valupedit määrittelevät tuotannon laadun – nämä laatat täyttävät jatkuvasti tiukat mittatoleranssit ja vaativat rakennevaatimukset. Niiden valmistuksen, käsittelyn ja asennuksen ymmärtäminen on välttämätöntä insinööreille, urakoitsijoille ja hankinnan ammattilaisille, jotka etsivät kustannustehokkaita ja tehokkaita lattiaratkaisuja.
Kuinka ontot betonilaatat valmistetaan
Ontelobetonilaattojen valmistus tapahtuu lähes yksinomaan betonielementtitehtaissa käyttäen yhtä kahdesta vallitsevasta menetelmästä: suulakepuristusprosessi (liukumuoto) tai märkävaluprosessi. Jokaisella lähestymistavalla on erityisiä vaikutuksia muottijärjestelmään, raudoitusasetteluun, pinnan viimeistelyyn ja magneettisten kiinnityskomponenttien rooliin.
Ekstruusiomenetelmä
Suulakepuristusmenetelmässä pitkälinjainen valupeti – tyypillisesti 100–150 m pitkä – esijännitetään korkealujuuksilla terässäikeillä ennen betonin levittämistä. Suulakepuristuskone kulkee pohjaa pitkin pakottaen jäykän, nollapainotteisen betoniseoksen karojen ympärille, jotka muodostavat ontot ytimet. Kone liikkuu noin 1–2 m minuutissa jättäen jälkeensä yhtenäisen poikkileikkaukseltaan tasaisen laatan. Eristettyjen kansien alla tai lämmitetyssä ympäristössä kovettumisen jälkeen laatta timantisahataan vaadittuihin pituuksiin.
Koska valupeti itsessään toimii ensisijaisena muotina, erillisten muottikomponenttien rooli on rajoitettu – mutta sivumuodot, päätypysäyttimet ja upotetut terät sijoitetaan silti käyttämällä suljinmagneetit pitää teräsosat paikoillaan magneettivalupöydän pinnalla ilman porausta tai hitsausta. Tämä ei-invasiivinen kiinnitysmenetelmä on erityisen arvostettu pitkälinjatuotannossa, koska se eliminoi kalliiden teräspetojen vauriot ja mahdollistaa nopean uudelleenasemoinnin tuotantosyklien välillä.
Märkävalumenetelmä
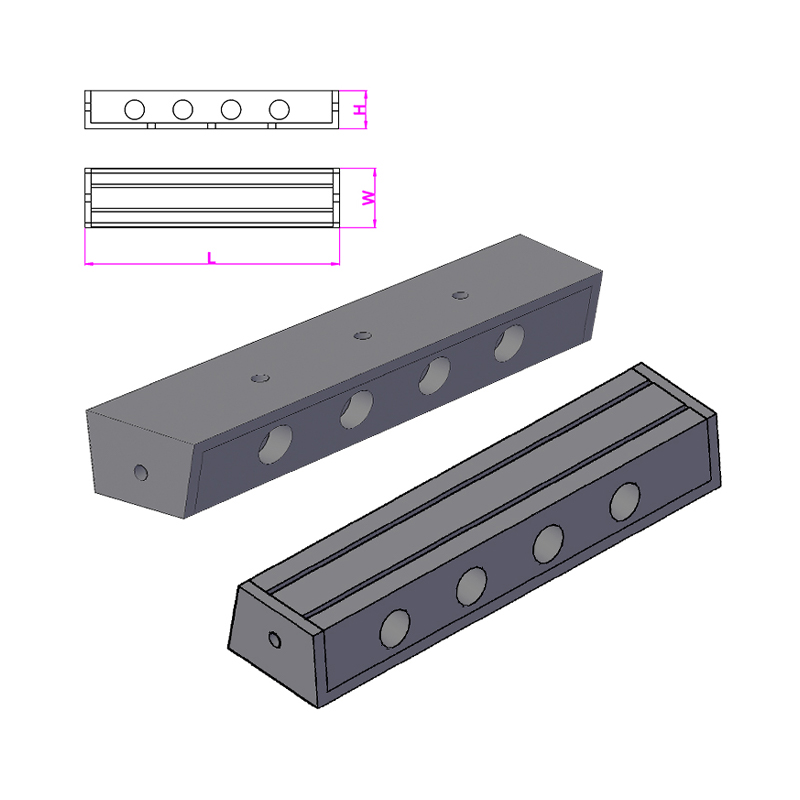
Märkävaluprosessissa käytetään yksittäisiä teräsmuotteja tai lavapohjaisia järjestelmiä, joihin muottielementit kootaan. täällä, suljinmagneetit — tunnetaan myös magneettimuottiankkureina tai magneettilaatikoina — niillä on keskeinen ja näkyvä rooli. Nämä laitteet sijoitetaan teräslavan pinnalle ja vetävät puoleensa magneettisen voiman avulla pitämään sivukaihtimet, sulkulevyt, sisäosat ja vahvistushäkit tarkassa asennossa betonin kaatamisen ja tärinän aikana. Pitovoimat vaihtelevat laajasti magneetin rakenteesta riippuen, ja yhteiset yksiköt toimittavat 600 kg, 900 kg, 1 200 kg tai jopa 2 100 kg pitovoima, joka valitaan sen painon ja tärinäkuormituksen perusteella, jonka muotin on kestettävä.
Mahdollisuus siirtää suljinmagneetteja muutamassa sekunnissa – yksinkertaisesti kääntämällä aktivointivipua magneettikentän vapauttamiseksi – lyhentää huomattavasti asennusaikaa pultattuihin tai hitsattuihin ankkureihin verrattuna. Tehokkaissa elementtitehtaissa, jotka tuottavat onttoja ydinlaattoja karuselli- tai kiinteässä lavajärjestelmässä, tämä nopeus merkitsee suoraan enemmän tuotantosyklejä vuoroa kohden ja alhaisempia työvoimakustannuksia yksikköä kohti.
Sulkumagneettien rooli ontelolaattojen tuotannossa
Suljinmagneetit ovat suunniteltuja kiinnityslaitteita, jotka käyttävät kestäviä neodyymi- tai ferriittimagneetteja, jotka on suljettu teräskoteloon. Kun magneettinen piiri on aktivoitu, se sulkeutuu teräslavan tai pöydän pinnan läpi luoden voimakkaan pitovoiman. Kun se on deaktivoitu – kiertämällä vipua, joka liikuttaa sisäistä pidikemagneettia – piiri avautuu ja yksikkö voidaan nostaa vapaaksi käsin. Ei jäännösliimaa, ei vaurioitunutta pintaa, ei vaadi erikoistyökaluja.
Ontelobetonilaattojen valmistuksessa sulkumagneetit palvelevat useita erityistoimintoja:
- Laatan leveyden ja reunaprofiilin määräävien pitkittäisten sivumuotojen kiinnitys
- Päätyluukkujen pitäminen paikoillaan laatan pituuden määrittämiseksi ja pintapinnan muodostamiseksi
- Sulkumuotoilijoiden kiinnittäminen ydinkohtiin, joissa tarvitaan aukkoja palveluille, pylväille tai kiinnityksille
- Kiinnitysvaletut sisäosat, kuten nostolenkit, ankkurikanavat, kierteitetyt holkit ja sähköputkien kiinnikkeet
- Vakauttavat vahvistushäkit siirtymistä vastaan korkeataajuisen betonin tärinän aikana
Suljinmagneetin valinnan ja betonin tärinän välinen suhde on erityisen tärkeä. Tärisevä betoni kohdistaa muottiin dynaamisia voimia, jotka voivat olla useita kertoja staattiseen painoon verrattuna. Suljinmagneetti, jonka staattinen pitovoima on 1 200 kg, voi olla sopiva vain 80 kg painavaan muotoon, kun värähtelytaajuudet ja amplitudit ovat vaatimattomia, mutta sama magneetti voi osoittautua riittämättömäksi voimakkaassa sisäisessä värähtelyssä. Hyvämaineiset valmistajat julkaisevat tärinätestattuja pitotietoja staattisten arvojen rinnalla, ja pelkästään staattisen voiman määrittäminen on yleinen virhe, joka johtaa muotoliikenteeseen valun aikana.
Magneettityypit ja niiden sovellus
| Magneetin tyyppi | Tyypillinen pitovoima | Ensisijainen käyttö laattojen valmistuksessa | Keskeinen etu |
|---|---|---|---|
| Normaali laatikkomagneetti | 600-1200 kg | Sivumuodot, päätteet | Kustannustehokas, laajalti saatavilla |
| Kestävä laatikkomagneetti | 1500-2100 kg | Raskaat teräsreunamuodot, suuret lohkot | Korkea tärinänkestävyys |
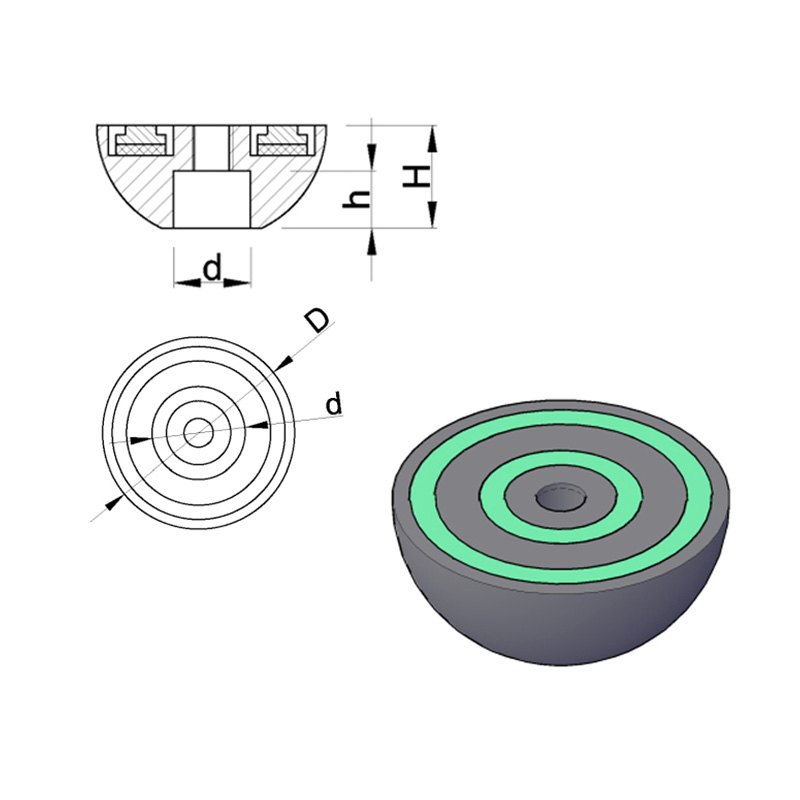
| Aseta magneetti (litteä) | 150-400 kg | Ankkurikanavat, nostoholkit | Matala profiili, sopii sisäosien alle |
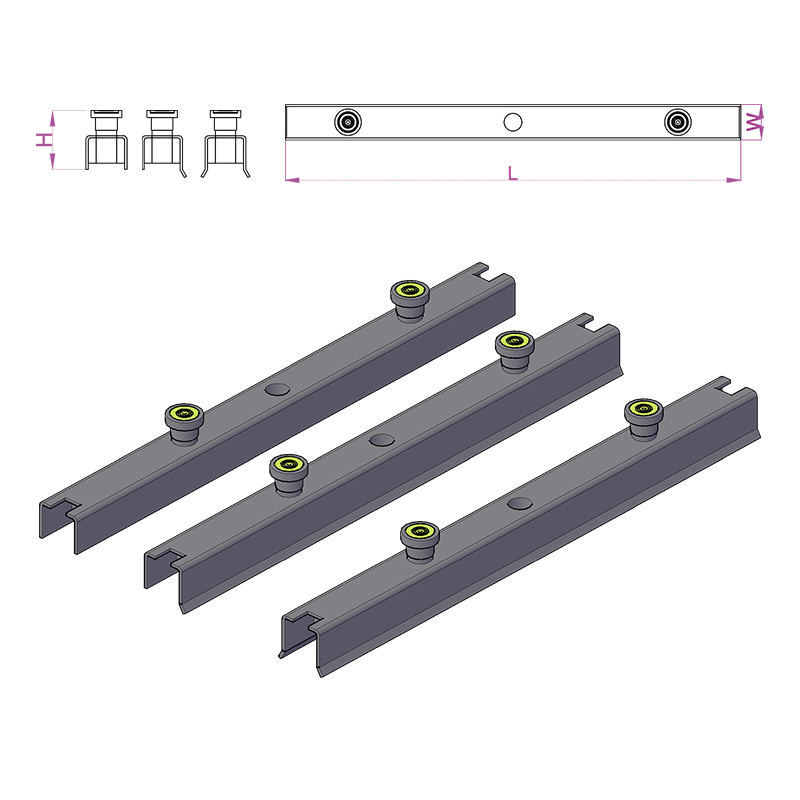
| Magneettinen viistepidike | N/A (sijainti) | Reunaviistenauhat laattapohjassa | Tasaiset reunan yksityiskohdat |
| Magneettinen kulmakulma | Muuttuva | 90° risteykset, sulkukulmat | Poistaa laastivuotoja kulmissa |
Ontelobetonilaattojen rakenteellinen suorituskyky
Ontelon betonilaatan rakenteellista käyttäytymistä säätelevät sen esijännitystaso, betonin laatu, ytimen geometria ja jänne-syvyyssuhde. Tavallisia onttoja ydinyksiköitä valmistetaan syvyyksissä alkaen 150-500 mm , joiden leveys on tyypillisesti 1 200 mm. Käytännössä 6–18 m:n jännevälit ovat yleisiä, ja hyvin suunnitellut syvät yksiköt ulottuvat 20 metriin tai pidemmälle kontrolloiduissa kuormitusolosuhteissa.
Esijännitys tehdään esijännitetyillä lujilla terässäikeillä – joiden myötölujuus on tyypillisesti 1 570 MPa tai 1 860 MPa – ja jotka ankkuroidaan valukerroksen tukipintoihin ennen betonin asentamista. Kun betoni saavuttaa vaaditun siirtolujuuden (yleensä 25–30 MPa kuutio), säikeet leikataan tai vapautetaan ja esijännitysvoima siirtyy betoniosaan sidoksella. Tämä saa aikaan cambering-ilmiön (ylöspäin suuntautuva keula), joka osittain kompensoi taipuman käyttökuormituksen aikana.
Tyypillinen kuormitussuorituskyky
| Laatan syvyys (mm) | Kantavuus 6 m (kN/m²) | Kantavuus 9 m (kN/m²) | Kantavuus 12 m (kN/m²) | Kantavuus 15 m (kN/m²) |
|---|---|---|---|---|
| 150 | ~10 | ~3.5 | — | — |
| 200 | >15 | ~7 | ~3 | — |
| 265 | >15 | ~11 | ~6 | ~2.5 |
| 320 | >15 | >15 | ~10 | ~5 |
| 400 | >15 | >15 | >15 | ~10 |
Nämä luvut osoittavat, miksi ontelolaatat on määritelty keskipitkille ja pitkille jännevälille toimistorakennuksissa ja pysäköintialueilla, joissa 2,5–5,0 kN/m²:n kuormitus on vakio ja 9–14 m:n jännevälit ovat taloudellisesti houkuttelevia. Esijännitys eliminoi monissa tapauksissa toisioteräspalkkien tarpeen, mikä vähentää lattiavyöhykkeen rakenteellista syvyyttä ja säästää merkittävästi korkeutta – usein 300–500 mm kerrosta kohti – monikerroksisen projektin elinkaaren aikana.
Palonkestävyys
Ontelot betonilaatat tarjoavat luontaisen palonkestävyyden betonin lämpömassan ja esijännityssäikeiden peitteen syvyyden kautta. Tyypillisesti saavutetaan 200 mm:n laatta 35 mm:n peitteellä säikeen keskipisteeseen REI 120 (kahden tunnin rakenteellinen palonkestävyys) normaalissa paloaltistuksessa. Syvemmät yksiköt, joissa on suurempi peitto, saavuttavat helposti REI 180 tai REI 240, ja ne täyttävät vaativimmatkin käyttöasteen vaatimukset ilman ylimääräistä palosuojausta. Tämä on suuri etu verrattuna teräs- tai puuvaihtoehtoihin, jotka vaativat paisuvia pinnoitteita, sprinklerijärjestelmiä tai kotelointia vastaavien arvojen saavuttamiseksi.
Muottijärjestelmät ja magneettinen kiinnitys elementtitehtaan
Ontelobetonilaatan laatu on erottamaton sen valmistukseen käytetyn muottijärjestelmän laadusta. Käytetäänkö laitoksessa kiinteää lavajärjestelmää, pyörivää karusellia tai pitkiä valupentoja, muotin asettamisen ja kiinnityksen tarkkuus määrää valmiiden elementtien mittatarkkuuden, pinnan viimeistelyn ja yhtenäisyyden.
Lavojen karusellijärjestelmät
Nykyaikaisessa lavakarusellissa teräslavat liikkuvat kiinteän asemien sarjan läpi: puhdistus, muotin asettaminen, raudoituksen sijoittaminen, betonivalu, tärinä, kovetus, muotista irrotus ja elementtien kuljetus. Koko sykli kestää tyypillisesti yli 24 tuntia, jolloin liikkeessä on useita kuormalavoja samanaikaisesti. Muotin kiinnitysasemalla käyttäjät sijoittuvat sivumuovauksiin ja -teräuksiin käyttäen suljinmagneetit kullekin elementille CNC-generoidun tai piirustuspohjaisen asettelun mukaan. Koska lavan pinta on tarkkuushiottu teräslevy, magneetit saavuttavat tasaisen kosketuksen ja pitovoiman koko alueella.
Magneettisen muottikiinnityksen tehokkuusedut karusellijärjestelmässä ovat huomattavia. Eurooppalaisten betonielementtien tuottajien tutkimukset raportoivat johdonmukaisesti 30–50 % lyhyempi muotin kovettumisaika verrattuna pultattuihin tai hitsattuihin ankkurijärjestelmiin. Tehtaalla, joka tuottaa 80–120 lavaa päivässä, tämä tarkoittaa työtuntien säästöä työvuoroa kohden ja mitattavissa olevaa alenemista tuotantokustannuksissa laatan neliömetriä kohden.
Pitkälinjaiset valupatjat suulakepuristetulle onttoytimelle
Pitkälinjaisessa suulakepuristuksessa pääasiallisen muottitehtävän suorittaa itse valupeti — tasainen, sileä teräs- tai polymeeripinnoitettu pinta, jota pitkin suulakepuristin kulkee. Suljinmagneetteja ja niihin liittyviä magneettisia ankkurijärjestelmiä käytetään kuitenkin pitämään:
- Säikeiden ohjaajat ja poikkeamat, jotka profiloivat esijännityksen liikeradan
- Pituussuuntaiset sivukiskot, jotka määrittävät laatan leveyden ennen suulakepuristimen käynnistymistä
- Ydinsulkumuodostajat, jotka luovat aukkoja huoltoläpivientejä varten tiettyihin paikkoihin
- Märkälle betonipinnalle lisätty raudoitustanko tai verkko komposiittipäällysliitoksille
Magneettikiinnityksen ei-invasiivista luonnetta arvostetaan erityisesti pitkäsiimapetiissä, joissa pinnan tulee pysyä vahingoittumattomana tuhansien tuotantojaksojen ajan. Kaikista poraamisen tai hitsauksen aiheuttamista pinnan naarmuista tai kuoppaista tulee laastin vuotamisen ja tarttumisen lähde, mikä lisää muotista irrotusvoimaa ja pintavirheitä valmiissa laattapohjassa.
Oikean suljinmagneetin valinta
Oikean sulkumagneetin valitseminen tiettyyn ontelolaatan tuotantosovellukseen edellyttää useiden tekijöiden huomioon ottamista pelkän pitovoiman sovittamisen painoon:
- Lavan tai pöydän paksuus: Magneetit on suunniteltu toimimaan tietyn paksuisen teräksen kanssa (tyypillisesti 10–25 mm). Liian ohut ja magneettipiiri on epätäydellinen; liian paksu ja pitovoima laskee huomattavasti.
- Betonin tärinämenetelmä: Ulkoiset pöytävärähtimet tuottavat suurempia dynaamisia voimia kuin sisäiset neulavärähtimet. Ulkoisesti tärytetyissä järjestelmissä olevat magneetit tarvitsevat suuremman nimellispitovoiman – usein 1,5–2 kertaa staattisesti lasketun vaatimuksen.
- Makean veden paine ja betonipää: Korkeissa elementeissä tai kun betoni levitetään nopeasti, hydraulinen paine muotoja vastaan voi ylittää yksinkertaiset painolaskelmat. Magneetin on kestettävä sekä pystysuuntaista nostovoimaa että sivuttaista painetta.
- Muotomateriaali ja geometria: Teräsmuodot siirtävät magneettista voimaa suoraan; alumiini- tai muovimuodot vaativat teräksisiä pohjalevyjä toimimaan välittäjinä magneetin ja ei-ferromagneettisen muotomateriaalin välillä.
- Toimintaympäristö: Laitokset, joissa on kattonosturit, sähkömoottorit tai muut sähkömagneettiset lähteet, saattavat vaatia magneetteja, joissa on suojattu kotelo tahattoman deaktivoinnin tai häiriöiden estämiseksi.
Johtavat valmistajat – mukaan lukien Ratec, Halfen, Sommer ja muut – tarjoavat teknistä tukea magneettien valinnassa ja julkaisevat yksityiskohtaisia teknisiä tietolehtiä, joissa on staattinen pitovoima, tärinätestattu voima, käyttölämpötila-alue ja syklin käyttöikä (tyypillisesti mitoitettu 500 000 - 1 000 000 aktivointijaksoa ennen kuin sisäiset komponentit vaativat tarkastusta).
Ontelolaattojen kuljetus, käsittely ja asennus
Kun ontot betonilaatat on valettu, kovettunut ja sahattu pituuteen, ne on nostettava, kuljetettava ja asennettava varovasti. Esijännitetty osa on optimoitu positiivista taivutusta varten virityssuunnassa; väärä käsittely, joka aiheuttaa negatiivista taipumista tai poikittaista kuormitusta, voi aiheuttaa halkeamia esipuristetussa (soffit) pinnassa – vaurioita, joita on vaikea havaita ja jotka voivat vaarantaa rakenteen suorituskyvyn.
Nosto- ja kuljetusvaatimukset
Ontelolaatat tulee nostaa käyttämällä tarkoitukseen suunniteltuja puristimia tai palkki- ja levitinjärjestelyjä, jotka kohdistavat kuormituksen kohtiin suunnittelun nostoalueen sisällä – tyypillisesti enintään L/5 kummastakin päästä, jossa L on laatan pituus. Yli 10 m:n laatoille taivutusmomenttien hallintaan on vakiokäytäntö kolmen tai neljän pisteen nosto levityspalkin avulla.
Paikan päällä laatat asennetaan nosturilla suoraan tukipalkkien, seinien tai korbelien päälle. Laakerin pituuden molemmissa päissä on täytettävä vähimmäisvaatimukset - tyypillisesti 75 mm teräs- tai betonielementtikannattimilla ja 100 mm muuratulla tai betonielementillä — varmistamaan riittävä kuorman siirto ja estämään päiden halkeilu käyttökuormituksen aikana. Neopreeni- tai laastilaakerityynyjä käytetään jakamaan kosketusjännitystä ja mukautumaan mittatoleransseihin.
Pitkittäisten liitosten saumaus
Lattiassa vierekkäiset ontelolaatat yhdistetään injektoimalla yksiköiden väliset pituussaumat. Laasti – tyypillisesti portlandsementtiseos, jossa on alhainen vesi-sementtisuhde – täyttää kartio- tai kiilaliitoksen ja kovettumisensa jälkeen siirtää vaakasuoran leikkauksen yksiköiden välillä, jolloin lattia toimii kalvona. Seismisessä suunnittelussa tämä kalvotoiminta on kriittinen sivuttaisvoimien jakamisessa pystysuoraan rakennejärjestelmään. Laastia vahvistetaan usein pitkittäisillä sidetankoilla, jotka asetetaan reunojen avoimiin ytimiin ja injektoidaan sisään, mikä antaa jatkuvuuden vahvistuksen liitoksen poikki.
Pitkittäisliitoksen tarkkuus riippuu osittain siitä, kuinka tarkasti reunamuoto pidettiin valun aikana – toinen kohta, jossa suljinmagneetit ja siihen liittyvät magneettiset kiinnitystarvikkeet vaikuttavat suoraan asennetun lattian laatuun. Jopa 3–5 mm valussa liikkuva muoto voi muodostaa vaikeasti injektoitavan saumageometrian, jolloin jää aukkoja, jotka vähentävät leikkaussiirtoa ja vedenkestävyyttä.
In-Situ Betonipinnoite
Monet ontelolaattalattiat on varustettu rakenteellisella paikalla betonipinnoitteella, joka on tyypillisesti 50–75 mm paksu ja joka valetaan elementtien päälle asennuksen jälkeen. Tällä täyteaineella on useita tarkoituksia:
- Se tasoittaa lattian pinnan ja kompensoi vierekkäisten laattojen välistä kallistusta
- Se luo vankan kalvon yhdistämällä kaikki yksiköt jatkuvalla vahvistetulla laatalla
- Se mahdollistaa lattiatasoitteen, lattialämmityksen tai palvelujen integroinnin pintakäsittelyn syvyyteen
- Komposiittina suunniteltuna se lisää lattian rakenteellista syvyyttä ja kantavuutta
Ekstruusiolla valmistettujen onttojen ydinlaattojen yläpinta jätetään tarkoituksella karheaksi – suulakepuristusprosessi jättää aallotetun tai juovaisen rakenteen, joka muodostaa mekaanisen sidoksen pinnoitteelle. Märkävaluyksiköt vaativat pinnan esikäsittelyä (tyypillisesti suihkupuhallusta tai mekaanista karkaisua) saavuttaakseen vastaavan sidoslujuuden, mikä lisää tuotantovaihetta ja siihen liittyviä kustannuksia.
Ontelobetonilaattojen kestävyys ja materiaalitehokkuus
Rakennusteollisuudella on edessään kasvava paine vähentää hiilen ja materiaalien kulutusta. Ontelot betonilaatat vertautuvat suotuisasti vaihtoehtoisiin lattiapäällystejärjestelmiin useilla kestävyysmittareilla, etenkin kun otetaan huomioon koko elinkaare.
Pienempi betonin ja teräksen tilavuus
Poistamalla betonin ydinalueelta – missä se vaikuttaa vain vähän taivutuskestävyyteen – onttojen ydinten valmistuksessa käytetään 30–45 % vähemmän betonia neliömetriä kohden kuin vastaava kiinteä laatta samalla jännevälillä ja kantavuudella. Lujan esijännitysteräksen (1 860 MPa) käyttö tavanomaisen lievän teräsraudoituksen (500 MPa) sijaan vähentää merkittävästi myös teräksen kokonaispainoa pinta-alayksikköä kohti: ontelolaatassa voi käyttää vain 2–4 kg/m² esijännityssäirettä, verrattuna 8–15 kg/m² samassa betoniteräksessä.
Tämä materiaalin väheneminen vähentää suoraan lattiarakenteen sisältämää hiiltä. Alan luvut viittaavat siihen, että tyypillisessä 265 mm:n ontossa ydinlaatassa on noin 100–130 kg CO₂e/m² , verrattuna 160–200 kg CO₂e/m² in situ kiinteälle tasaiselle laatalle, jolla on samanlainen rakenteellinen ominaisuus.
Tehdastuotanto ja jätteiden vähentäminen
Tehdastuotanto valvotuissa olosuhteissa minimoi materiaalihukan ylitilauksesta, roiskeista ja uudelleentyöstämisestä. Hyvin hoidetuissa elementtitehtaissa betonijätteestä tulee tyypillisesti 1–3 % tuotantomäärästä, kun tavanomaisessa in situ -työmaalla se on 5–10 % tai enemmän. Sulkumagneettien ja uudelleenkäytettävien teräsmuottien käyttö vähentää entisestään muottijätteitä; korkealaatuista teräsmuottia, jota käytetään magneettiankkurointiin, voidaan käyttää uudelleen tuhansia tuotantosyklejä, kun taas in situ -työmaalla oleva puumuotti tyypillisesti heitetään pois muutaman käyttökerran jälkeen.
Elämän loppua koskevia huomioita
Ontot betonilaatat voidaan käyttöiän lopussa hajottaa ja kierrättää kiviaineksena tien alustaksi, täytemateriaaliksi tai – kehittyneemmissä kierrätysvirroissa – uudelleenkäsitellä betonikiviaineeksi. Esijännitysnauha voidaan ottaa talteen ja kierrättää teräsromuna. Kumpikaan prosessi ei ole täydellinen, ja osa hiilestä häviää purkamisen ja kuljetuksen aikana, mutta materiaalikoostumuksen suhteellinen yksinkertaisuus (betoni ja teräs) tekee onteloista ydinlaatoista helpompaa kierrättää kuin komposiittijärjestelmät, joissa on useita sidottuja materiaaleja.
Yleiset sovellukset ja projektiesimerkit
Ontelobetonilaattoja käytetään monenlaisiin rakennustyyppeihin ja infrastruktuurisovelluksiin. Niiden monipuolisuus perustuu laajaan valikoimaan käytettävissä olevia syvyyksiä, kykyä sovittaa huoltoläpivientejä ja valukiinnikkeitä (asennettu tarkasti käyttämällä magneettisia muottiankkureita tuotannon aikana) ja yhteensopivuudesta useiden tukirakenteiden kanssa.
Monikerroksiset asuinrakennukset
Asuinrakentamisessa 200–265 mm ontelolaatat, jotka ulottuvat 5–9 m kantavien seinien tai palkkien väliin, ovat vakiovarusteena Hollannissa, Skandinaviassa, Keski-Euroopassa ja Isossa-Britanniassa. 15-kerroksinen kerrostalo, jossa on hylsyelementtilattia, voi olla vesitiivis 8–12 viikossa pohjakerroksesta, kun vastaava in situ betonirakenne on 20–30 viikossa. Asuinrakennusten säännöllinen pohjaratkaisu sopii erityisen hyvin onteloiden tasaleveyteen ja vakiojänneväliin.
Kaupalliset toimistorakennukset
Toimistorakennukset vaativat avaraa joustavuutta varten pidemmät jännevälit, tyypillisesti 9–14 metriä. Syvät ontelot laatat (320–400 mm), joissa on korkea esijännitys, on suunniteltu kestämään 3,5–5,0 kN/m²:n kuormitusta näillä jänteillä ilman sivupalkkeja. Ontelolaattojen paljas pohjapinta – luonnostaan litteä ja sileä ekstruusio- tai märkävaluprosessista – jää yhä näkyvämmäksi suunnittelun piirteeksi, jolloin vältytään alakattojen kustannuksilta ja saavutetaan lämpömassahyötyjä, jotka vähentävät jäähdytyshuippuja 15–25 % hyvin suunnitelluissa luonnollisesti ilmastoiduissa tai sekamuotoisissa rakennuksissa.
Parkkipaikat
Monikerroksiset pysäköintialueet ovat betonielementtien vaativimpia ympäristöjä: 15–18 metrin jännevälit ovat yleisiä, pyöräkuormitukset voivat nousta 30–60 kN:iin akselia kohden ja rakenne on alttiina jäänpoistosuoloille, jäätymis-sulamisjaksoille ja kosteudelle. Ontot ydinlaatat pysäköintialuesovelluksissa ovat tyypillisesti 400-500 mm syvä , valmistettu korkeista betonilaaduista (C50/60 tai enemmän) ja alhaisesta vesi-sementtisuhteesta kestävyyden maksimoimiseksi. Sydämien väliset ohuet uumat vaativat huolellista betoniseoksen suunnittelua – pientä enimmäiskiven kokoa, riittävää työstettävyyttä – ja tarkkaa tiivistystä, mitä helpottaa hallittu tuotantoympäristö ja elementtitehtaan laadunvalvontajärjestelmät.
Teollisuus- ja varastorakennukset
Varastoissa, jakelukeskuksissa ja tuotantolaitoksissa käytetään ontelolaattoja parvikerroksissa, korotetuissa lastauslaitureissa ja maapohjaisissa paalukannoissa. Näissä sovelluksissa kyky asentaa valmiiksi valetut nostopistorasiat, telinejärjestelmien ankkurikanavat ja sähköputket – kaikki sijoitetaan magneettisilla muottiankkureilla tehdastuotannon aikana – vähentää merkittävästi paikan päällä tapahtuvaa kiinnityskustannuksia ja ohjelmariskiä.
Ontelobetonilaattojen laadunvalvonta ja standardit
Euroopassa valmistettujen ontelobetonilaattojen on täytettävä EN 1168:2005 A3:2011 — betonielementtien ontelolaattojen harmonisoitu tuotestandardi. Tämä standardi määrittelee suorituskykyvaatimukset rakenteelliselle kestävyydelle, palonkestävyydelle, vaarallisille aineille, mittatoleransseille ja akustiselle suorituskyvylle sekä vaatimukset tehtaan tuotannonvalvontaa, testausta ja CE-merkintää varten.
Tärkeimmät mittatoleranssit standardin EN 1168 mukaan sisältävät:
- Pituus: ±20 mm laatoille enintään 6 m; ±0,3 % pituudesta yli 6 m laatoille
- Leveys: ±5 mm
- Syvyys: ±5 mm
- Suoruus: ≤L/600, maksimi 20 mm
- Päiden neliömäisyys: ≤10 mm
- Kallistus: 15/−5 mm laatoille 12 m asti
Näiden toleranssien saavuttaminen riippuu johdonmukaisesti koko tuotantoketjun laadusta - seoksen suunnittelusta ja betonin annostelusta säikeiden kiristystarkkuuteen, muotin asettamiseen ja valun jälkeiseen tarkastukseen. Suljinmagneettien ja niihin liittyvien magneettisten paikannusjärjestelmien käyttö myötävaikuttaa mittatarkkuuteen eliminoimalla paikannuspoikkeaman, jota esiintyy tavanomaisissa pulttimuodoissa tärinän vaikutuksen alaisena, ja mahdollistamalla nopean ja tarkan uudelleenasemoinnin asettelua vaihdettaessa.
Mittatoleranssien lisäksi EN 1168 ja sitä tukevat Eurocode-suunnittelustandardit (EN 1992-1-1, EN 1992-1-2) edellyttävät yksityiskohtaista rakennetarkastusta, joka kattaa taivutus-, leikkaus-, lävistys-, päätyankkurit ja palonkestävyys. Ontelolattian suunnitteluprosessiin kuuluu vaaditun kuormituksen maksimijännevälin määrittäminen, sopivan laatan syvyyden ja nauhajärjestelyn valitseminen valmistajan kuormitustaulukoista, laakerin pituuden tarkistaminen, injektoidun lattian kalvotoiminnan tarkistaminen ja huoltoläpivientien koordinointi rakennesuunnittelijan kanssa.
Onttojen ydinlaattojen vertailu vaihtoehtoisiin lattiapäällystejärjestelmiin
Valinta onteloiden betonilaattojen ja kilpailevien lattiajärjestelmien välillä edellyttää rakenteellisen suorituskyvyn, ohjelman nopeuden, kustannusten, kestävyyden ja paikan rajoitusten punnitsemista. Yksittäinen järjestelmä ei voita jokaisella kriteerillä, mutta ontelolaatoilla on selkeitä etuja tietyissä skenaarioissa.
| Kriteeri | Ontto ydinlaatta | Paikalla oleva tasainen laatta | Komposiittiteräskansi | Kiinteä elementtilaatta |
|---|---|---|---|---|
| Tyypillinen jänneväli | 6-20 m | 5-12 m | 3–9 m (kansi) palkit | 3-7 m |
| Paino (itse) | Matala–Keskitaso | Korkea | Matala–Keskitaso | Korkea |
| Asennusnopeus | Erittäin nopea | Hidas (muotti, kovettuminen) | Nopeasti | Nopeasti |
| Palonkestävyys (ei lisäsuojaa) | REI 60-240 | REI 60-180 | Tyypillisesti REI 30-60 | REI 60-180 |
| Materiaalitehokkuus | Korkea | Matala | Keskikokoinen | Matala |
| Akustinen suorituskyky | Hyvä (tasoituksella) | Hyvä | Kohtuullinen (vaatii hoitoa) | Hyvä |
| Palvelujen integrointi | Keskikokoinen (cores usable) | Korkea (flexible) | Korkea | Matala |
Sydämillä itsessään on hyödyllinen etu talotekniikassa: joissakin suunnittelutavoissa pitkittäisiä tyhjiä tiloja käytetään ilmakanavina lämmitykseen, jäähdytykseen tai ilmanvaihtoon, jolloin ilmastoitu ilma kulkee laatan läpi palvelemaan sekä käytettyä tilaa että käyttämään betonin lämpömassaa karkaisuun. Tämä lämpöaktivoitu rakennusjärjestelmä (TABS) on otettu käyttöön useissa toimistoprojekteissa Keski-Euroopassa, ja se on vähentänyt jäähdytyshuipun tarvetta jopa 30–40 % verrattuna perinteisiin ilmapuolen järjestelmiin.
Käytännön huomioita suunnittelijoille ja urakoitsijoille
Ontelobetonilaattojen määrittäminen tai hankkiminen edellyttää yhteistyötä valmistajan kanssa suunnitteluprosessin varhaisessa vaiheessa. Toisin kuin in situ -betoni, joka voidaan säätää paikan päällä, ontelolaatat mitoitetaan tehtaalla. Valmistuksen jälkeiset muutokset – leikkaukset, lisäkiinnitykset, vahvistusmuutokset – ovat teknisesti mahdollisia, mutta kalliita ja aikaa vieviä. Tietovirran saaminen oikeaan suunnitteluvaiheessa on tärkeää.
Tiedot tarvitaan suunnitteluvaiheessa
- Rakenteelliset kuormat: omapaino, päällekkäiset kuormat (tasoite, väliseinät, viimeistelyt), kohdistuvat (käyttöaste) ja kaikki laitoksen, varaston tai verhouskiinnikkeiden keskittyneet kuormat
- Selkeät jännevälit ja laakeriolosuhteet jokaisessa tuessa, mukaan lukien kaikki ei-rinnakkaiset tuet tai vino geometria
- Lattiavyöhykkeelle vaadittu palonkestävyysluokka
- Kaikkien huoltoläpivientien sijainti, koko ja kehystys, mukaan lukien MEP-holkit, viemäriputket, lattian läpi kulkevat rakennepilarit ja hissikuilun aukot
- Vaadittavat sisäänvalukiinnikkeet: ankkurikanavat, nostoholkit, kiinnityspultit, putkien tulpat – jotka kaikki sijoitetaan magneettisilla muottiankkureilla ja valetaan tehdastuotannon aikana
- Akustiset suorituskykyvaatimukset, erityisesti asuin- tai sekakäyttöprojekteissa, joissa iskujen ja ilmaäänen on täytettävä säädösstandardit
- Taipumarajat ja kaltevuusodotukset, erityisesti kun hauraat pinnat (laatat, terrazzo) levitetään suoraan laatan pinnalle
Asennuspaikan koordinointi
Ontelolaattojen asennus työmaalla edellyttää nostureiden kapasiteetin, kulkureittien, tilapäisen tuentamisen (jos rakennesuunnittelu edellyttää) sekä injektoinnin, pinnoitusvalojen ja rakenteellisten liitosyksityiskohtien järjestystä. Nosturin kapasiteetti on usein kriittinen rajoite : 400 mm ontelolaatta, 12 m pitkä ja 1,2 m leveä, painaa noin 5 000–5 500 kg. Rajoitetulla kaupunkialueella, jossa nosturin ulottuma heikentää nostokapasiteettia, tämä voi edellyttää laatan pituuden lyhentämistä tai kevyemmän yksikön määrittämistä – päätös, joka siirtyy takaisin jänne-, kuormitus- ja tukirakenteen suunnitteluun.
Saumojen saumauksen tulee noudattaa tarkasti valmistajan ohjeita. Liian kostean laastin käyttö tuottaa huokoisen, heikon liitoksen, joka on altis halkeilulle; liian kuiva, eikä se välttämättä täytä kartiomaista liitosprofiilia kokonaan jättäen tyhjät tilat. Suurien lattiapintojen saumaus tulee suunnitella jatkuvana toimenpiteenä, jossa on riittävästi henkilökuntaa ja sekoituskapasiteettia, jotta vältytään kylmäsaumoilta yhdellä saumakierrolla.
Asennuksen jälkeiset tarkastukset
Asennuksen ja injektoinnin jälkeen valmis ontto lattia on tarkastettava:
- Vierekkäisten yksiköiden välinen differentiaalinen kaltevuus – hyväksyttävä ±5 mm:n sisällä ilman päällystettä; jos suurempi, tasoitteen lisäsyvyyttä voidaan tarvita tasaisen pinnan saavuttamiseksi
- Laastin täydellisyys kaikissa pituus- ja poikittaissaumoissa
- Päätylaakerin riittävyys kaikissa tuissa
- Valettujen sisäosien kunto – kaikista vaurioituneista tai väärin sijoitetuista sisäosista on ilmoitettava ja korjattava ennen pintakäsittelyä tai viimeistelyä
- Käsittelyvaurioiden puuttuminen: halkeamia laatan päissä, halkeilua laakerialueilla tai pitkittäisiä halkeamia uumissa, jotka voivat viitata kuljetus- tai pystytysvaurioihin
Innovaatioita ontelolevyteknologiassa ja magneettimuottijärjestelmissä
Betonielementtiteollisuus jatkaa sekä ontelolaattatuotteen että sen valmistukseen käytettävien tuotantojärjestelmien kehittämistä. Useat aktiivisen kehittämisen alueet ovat huomionarvoisia pitkän tähtäimen infrastruktuuri-investointipäätöksiä tekeville.
Erittäin suorituskykyinen betoni onttoytimetuotannossa
Onttoihin ydinsovelluksiin tarkoitettua ultra-korkeatehoista betonia (UHPC) tutkitaan useissa eurooppalaisissa ja aasialaisissa tutkimusohjelmissa. UHPC-seokset, joiden puristuslujuus on 150–200 MPa, mahdollistavat rainan paksuuden pienentämisen entisestään, mikä pienentää omapainoa ja säilyttää leikkauskapasiteetin. Tuotannon haasteena on, että UHPC ei ole yhteensopiva standardien suulakepuristuslaitteiden kanssa – kuituvahvistus ja seoksen viskositeetti vaativat modifioituja valumenetelmiä – ja suljinmagneetit and precision magnetic formwork systems ohuempien, tarkempien muottien sijoittelussa tulee entistä kriittisempi.
Automaatio ja robotiikka muottiasetuksissa
Useat elementtivalmistajat tarjoavat nyt robottimuottiasennusjärjestelmiä, jotka lukevat BIM-mallista elementtien asettelun ja kohdistavat automaattisesti sivulomakkeet, pääterajoittimet ja lisäosat lavan pinnalle. Näissä järjestelmissä käytetään tyypillisesti näköjärjestelmällä varustettuja portaalirobotteja muottikomponenttien poimimiseen ja sijoittamiseen suljinmagneetit lopullisena kiinnitysmekanismina - robotti asettaa lomakkeen paikoilleen ja magneettinen ankkuri aktivoituu sen lukitsemiseksi paikalleen. Näiden järjestelmien varhaiset käyttäjät raportoivat muotin asettumistarkkuuden olevan ±1–2 mm ja sykliajat selvästi alle manuaalisen asetuksen, mikä takaa tasaisen laadun ja vähentää käyttäjän väsymistä.
Digitaalinen integraatio ja älykäs tuotanto
Nykyaikaiset elementtitehtaat yhdistävät yhä enemmän digitaalista kaksoistekniikkaa – tuotantolattian reaaliaikaista virtuaalista mallia – laadunvalvontajärjestelmiin, varastonhallintaan ja logistiikkaan. Kullekin elementille määritetään tuotantopaikalla ainutlaatuinen QR-koodi tai RFID-tunniste, joka yhdistää sen digitaalisen tietueen tiettyyn betonierään, säikeen eriin, magneettikiinnitettyihin inserttien asentoihin ja mittatarkistustuloksiin. Tätä jäljitettävyyttä vaativat yhä enemmän pääurakoitsijat ja asiakkaat monimutkaisissa projekteissa, joissa vaaditaan rakenteellista vastuullisuutta rakennuksen 50–100 vuoden suunnitteluiän aikana.
Magneettisen muottikiinnityksen tarkkuus – yhdistettynä valmiin elementin laserskannaaviin laaduntarkistuksiin ennen lähettämistä – on osa tätä digitaalista laatuketjua. Laatta, joka läpäisee kaikki mittatarkastukset, betonin lujuustiedot ja silmämääräisen tarkastuksen, lähetetään täydellisen tuotantokirjan kanssa, joka on saatavilla QR-skannauksella paikan päällä, jolloin rakennesuunnittelija tai rakennuksen omistaja voi varmistaa vaatimustenmukaisuuden luottamatta pelkästään paperitodistuksiin.








